羅茨鼓風機間隙過大的解決方案
文章出處:羅茨風機廠家
發布時間:2022-02-19
點擊數:
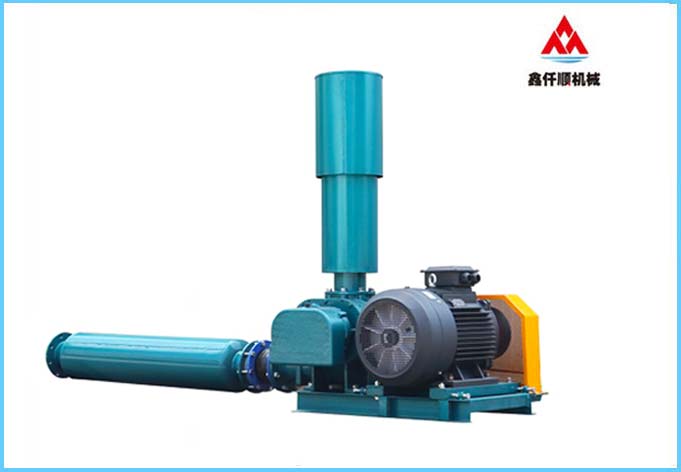
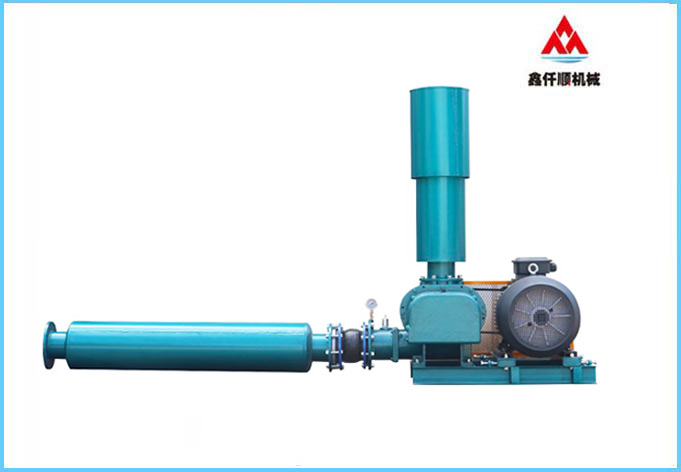
羅茨鼓風機是旋轉式鼓風機的一種,它以結構緊湊、高效節能、分量穩定,輸送介質絕對無油,便于安裝維護,運行安全可靠等特點。廣泛應用于電力、石油、化工、冶煉、水泥、輕工、食品、紡織、氣力輸送、污水處理等行業。
羅茨鼓風機工作原理:羅茨鼓風機主要由機體和兩個裝有8字形葉輪的轉子組成。通過一對同步齒輪的作用,使兩轉子呈反方向等速旋轉,并依葉輪與葉輪之間、葉輪與機體之間的間隙,使吸氣腔和排出腔基本隔絕,借助葉輪的旋轉,利用風機兩個葉形轉子在汽缸內作相對運動來壓縮和輸送氣體。這種鼓風機靠轉子軸端的同步齒輪使兩轉子保持嚙合。
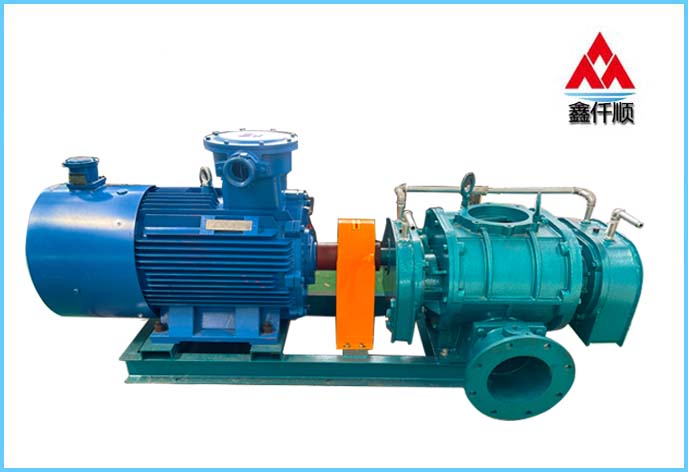
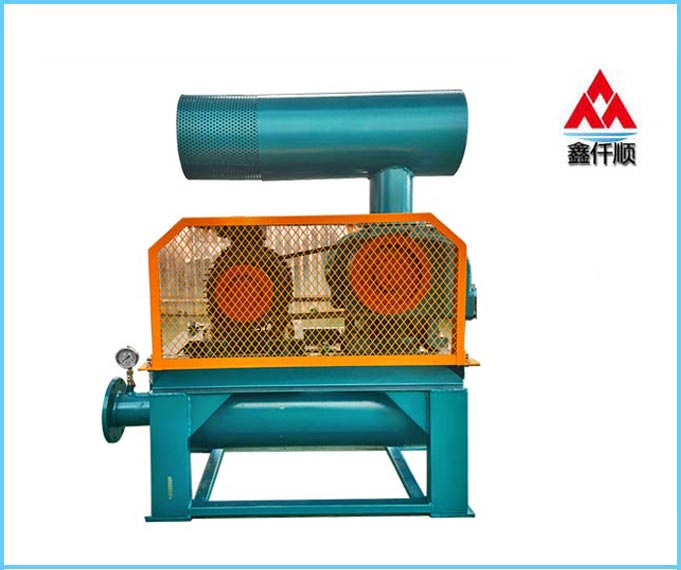
轉子上每一凹入的曲面部分與汽缸內壁組成工作容積,在轉子回轉過程中從吸氣口帶走氣體,當移到排氣口附近與排氣口相連通的瞬間時,因有較高壓力的氣體回流,這時工作容積中的壓力突然升高,然后將氣體輸送到排氣通道,兩轉子依次交替工作,兩轉子互不接觸,它們之間靠嚴密控制的間隙實現密封。故排出的氣體不受潤滑油污染推動機體容積內氣體達到鼓風目的,如何調整和保證葉輪與葉輪之間、轉子和機體之間的間隙達到規定范成了檢修重點。羅茨鼓風機的結構:該風機主要有葉輪、主軸、齒輪、密封裝置、殼體、底座等組成。該風機結構簡單,制造方便。JGR60羅茨鼓風機技術參數:以R60x78為例,該風機是硫酸廠的爐前鼓風機,該風機葉輪轉動直徑600mm,葉輪長780mm,配用電機220kw,轉速960r/min,升壓49.00kPa,流量199.3m3/min。
一、風機主要部件檢修

二、工作間隙
羅茨鼓風機各部位間隙在常溫時靜態理論值為:葉輪與葉輪之間的間隙0.4mm~0.5mm;葉輪與機殼之間的徑向間隙0.2mm~0.3mm;葉輪與左、右墻板之間的軸向間隙0.3m~0.4mm;同步齒輪的嚙合間隙0.08mm~0.16mm。羅茨鼓風機工作間隙的調整是整個檢修過程中最關鍵也最不易掌握的一步。
三、調整方法
(一)清洗
1. 拆開羅茨鼓風機進出口管路,清除羅茨鼓風機機內酸泥及雜物,再用盲板將下部進口封死。
2. 從羅茨鼓風機上部拆開加入13%Na2CO3水溶液加至盤動葉輪不溢出為止,并適當盤動羅茨鼓風機葉輪,以中和風機內酸性物,10~20分鐘后拆開下部盲板放出溶液,然后按此方法反復清洗兩次,最后用清水將羅茨鼓風機內沖洗干凈。
3. 及時吊出葉輪,清除羅茨鼓風機內、兩葉輪及迷宮密封內的污垢及雜物,將羅茨鼓風機擦干凈后用防銹油將沾過水的部位抹一遍,以防生銹。
4. 將兩葉輪吊入風機機座內,用兩壓蓋壓緊兩端軸承盒。
(二)測量
用調節螺釘將兩葉輪同時調向聯軸器一側,使兩葉輪端面與聯軸器側面的間隙達到正常(約為0.4~0.5mm)。盤動兩葉輪并檢查四組迷宮密封組件是否處于正常位置,如不正常,記下尺寸,以便以后拆下時做適當加工或處理。
測出兩葉輪凸出部位與羅茨鼓風機底座弧面之間的間隙,測出兩葉輪凸出位與另一葉輪相近處間隙,測出兩葉輪端面與底座兩側內立面之間的間隙,在上述各測量位置作記號并記錄。
壓緊蓋板,測出兩葉輪凸位與蓋板內弧面之間隙,測出蓋板兩側面與兩葉輪兩側面之間的間隙,也分別作記號并記錄。
(三)修復
1. 鑲凸條
(1)按尺寸加工好凸條12根。材料根據羅茨鼓風機使用時接觸介質而定,如與酸接觸建議用一定強度的耐酸材料,如不銹鋼,以下加工材料與此相同。
(2)按尺寸在兩葉輪的4個凸位處銑加工燕尾槽并鉆孔。
(3)按尺寸加工螺栓36個及配套螺母36個。
(4)將凸條每3根一組分別鑲入葉輪的4條燕尾槽內,用按(3)加工的螺栓緊固、安裝時有部位過緊可用手提式砂輪修磨。
2. 鑲端面
(1)按尺寸在兩葉輪靠近齒輪方向各鉆螺栓孔12個。
(2)按尺寸加工兩葉輪靠齒輪方向端面鑲件,共加工4件(建議鑲件鑲入葉輪后再鉆孔)。
(3)按尺寸加工3種緊固鑲件螺栓、每種8個,配購或加工配套螺帽24個(螺帽按常用標準加工)。
(4)將鑲條對號裝入兩葉輪靠齒輪方向端面,用按(3)加工的螺栓緊固。